
AMPOWER Academy
Nikon
Lasermeister Online Learning
Learn how to get the most out of Nikon’s Lasermeister 100A series Directed Energy Deposition technology.

Lasermeister 100A series
Making Additive Manufacturing more accessible
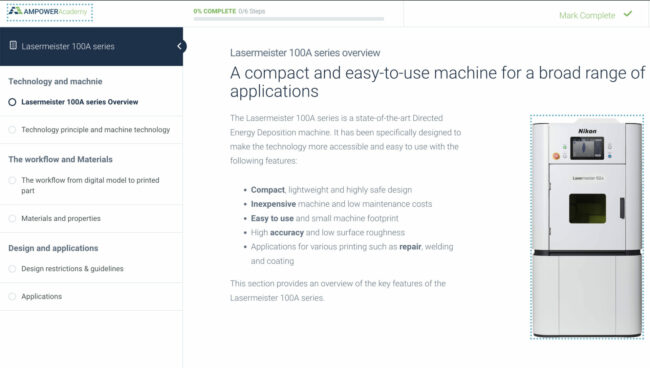
The Nikon Lasermeister 100A series is a metal 3D printer that can perform both measurement and processing. The Lasermeister 100A series facilitates various laser metal processing with precision and ease, ranging from repair and additive manufacturing, which are basic functions of metal 3D printers, to marking and welding. The main advantages are:
- Open system: Flexibility in process parameters to enhance alloy development and process optimization
- Compact: A small footprint of W850mmx D750mm xH1750mm, easy-to-install and saves space while maximizing performance
- Small material volume: Easy-to-handle for students (e.g. max 5kg of Stainless Steel)
- Cost-efficient: Affordable & accessible to facilitate research & innovation
- High safety rating: Certified by industrial regulatory agencies for use in various regions. Safe-to-use in classrooms/labs with diverse materials (e.g. Titanium alloy)
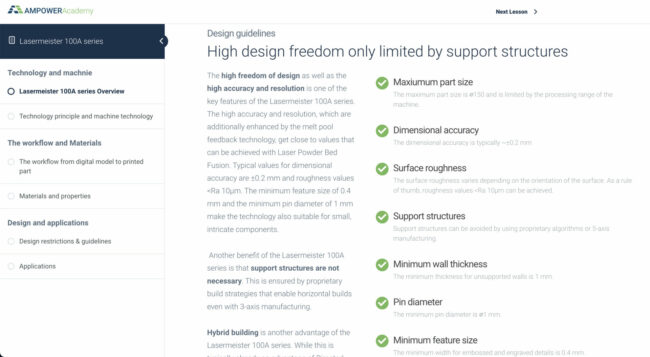
- Design flexibility: The 5-axis processing system (+option) enables design flexibility
- Meltpool feedback (+option): Stabilizing processing quality and provide enhanced assist on process recipe development via real-time monitoring

Lasermeister 100A series Online Learning
A self-paced online course for the Lasermeister 100A series
This self-paced online learning enables you to get the most out of the Lasermeister 100A series and to understand the full potential of Directed Energy Deposition in general. It covers topics such as
- Machine technology and software landscape
- The workflow from digital model to a printed part
- Material availability and properties
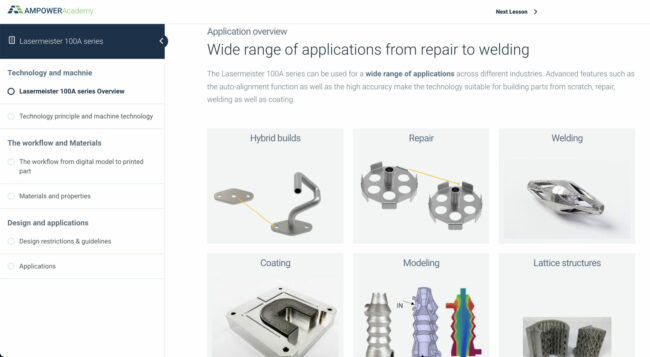
- Applications from different industries
This course is 100% free of charge and is ideal for everyone that is interested in the Lasermeister 100A series machine and wants to understand how to get the most out of the technology.

- Available on-demand, 100% free of charge
- over 30 minutes of video content
- Interactive content with regular updates
- Further readings and downloads

Nikon Advanced Manufacturing introduces itself
From optics to Advanced Manufacturing: Nikon's path to industrial innovation
Nikon Inc. is involved in a broad spectrum of businesses centered around specializations in imaging products, optics, precision equipment, and instruments. In 2019, Nikon established a specialized division to accelerate the launch of new growth businesses such as advanced manufacturing. Since then, by leveraging synergies resulting from strategic investments including acquisition of SLM Solutions, a global provider of integrated metal Additive Manufacturing solutions, and prior to that, Morf3D, a provider of end-to-end solutions in additive manufacturing, Nikon has taken major steps towards the industrialization of digital manufacturing.
These transformative programs culminated in the exciting launch of Nikon Advanced Manufacturing, Inc., which will be in charge of scaling and managing all assets including organically developed as well as consolidation, synergizing, harmonization and governance of acquired entities. Nikon has a “Lasermeister Technology Center” in its Kumagaya Plant. The Lasermeister Technology Center offers not only opportunities to have a hands-on metal processing experience, but also technical consultation.
AMPOWER ACADEMY
A strong legacy in training for Additive Manufacturing
The Lasermeister 100A series online learning has been developed by AMPOWER in collaboration with Nikon.
AMPOWER is the leading strategy consultancy and thought leader in the field of industrial Additive Manufacturing. The company advises investors, start-ups as well as suppliers and users of 3D printing technology in strategic decisions, due diligence investigations and provides unique access to market intelligence. In 2022, AMPOWER decided to combine the profound experience in the AM industry and the expertise in training engineers to create the AMPOWER Academy with the goal to provide every individual and organization the relevant knowledge to utilize Additive Manufacturing in their business.
Today, the AMPOWER Academy offers several online and offline trainings that are already used by a great number of industrial companies. Click here to find out more about the AMPOWER Additive Manufacturing Online Learning Programs.

Get started with the Lasermeister 100A series Online Learning now


